节能环保是当前冶金行业面临的重要课题,对于钢水真空精炼,蒸汽泵系统和干式泵系统都能满足抽真空的要求。蒸汽泵系统具有设备一次投资较低的优势,但是投产后的综合运行成本比较高,除了消耗电,还消耗大量的水和蒸汽;而干式泵系统主要消耗少量的电,在节能方面具有较大优势。尤其对于需要用燃料燃烧产生锅炉蒸汽的用户,研究干式泵技术在钢水二次精炼中的应用,其节能减排的社会效益显著。
早在20世纪20年代,德国一家有色冶金工厂就将一台罗茨机械泵用在4t真空感应炉上。21世纪初期,随着机械制造业技术水平的提高,干式泵抽气能力大幅提高,制造成本大幅降低,其在钢水真空脱气领域又获得重视,得以重新应用。使用干式机械泵的真空脱气技术是由罗马尼亚的Adrem Invest公司在 1998年发明的(专利号为RO 118309),应用在COST特种合金钢厂12 t VOD项目中[2]。2009年重钢院与AdremInvest公司合作,国内首套炼钢RH干式真空泵在重钢成功应用,也是世界上第一次在炼钢RH上成功使用干式真空泵抽气技术。由于具有长期较低的运行成本优势,国内钢水真空精炼领域开始重点关注机械真空泵的应用。以某钢厂特钢项目为例介绍100tRH干式机械泵系统设计方案。
2 100 t RH真空泵系统设计条件
2.1 工程背景
某钢厂特钢项目产品定位为优、特钢品种。其主要工艺配置:2套KR、2座100t转炉、2台LF、1台100t RH、1台4流矩形坯和2台5流方坯。其产品规模与品种:钢水180.5万t/a,连铸坯171.4万t/a;产品大纲以优质特钢为主,有合金结构钢、冷镦钢、船用锚链圆钢、轴承钢、弹簧钢、预应力钢绞线、钢帘线等。
2.2 设计基本数据
真空泵系统设计基本数据见表1。

RH系统的设计冶金效果见表2。
表2 RH 冶金效果工艺指标

3 真空泵系统的设计与配置
3.1 100t RH真空泵系统抽气能力计算
脱气时间一般在15-18min,处理钢水100t/炉。
真空脱气类钢液最大放气量见表3。

对于脱气钢种,每吨钢液放气量Q1为每吨钢液放出氢气量QH与放出氮气量QN之和,即:
Q1=QH+QN=0.006+0.05 =0.056kg/t钢,按每炉处理15min折算,即22.4 kg/h。
循环气体氩流量(氩气密度取1.784kg/ Nm3)Q2=95×1.784=169.48 kg/h
顶枪摄像头用氮气量(氮气密度取1.25kg/ Nm3)Q3=150×1.25=187.5 kg/h
则:∑Q =Q1+Q2+ Q3=22.4+169.48+187.5=379.38 kg/h
抽气平均分子量:
将分子量M=29.52换算成M=29的空气量,查表KM=0.98:
Q空气=379.38×KM=379.38×0.98=371.8 kg/h
根据抽气入口温度约250℃,换算成20℃空气,查表KAT=1.12:
Q20℃=371.8×KAT=371.8×1.12=416.4 kg/h
考虑泵抽气能力7%的漏气率,则泵系统抽气能力为:
Q抽气=Q20℃/0.93=416.4/0.93=447.7 kg/h
根据以上计算结果,并与国内类似RH实际应用泵能力比较后,确定真空泵的抽气能力为500 kg/h。
国内类似钢厂RH抽气能力数据见表4。

通过计算,确定100t RH真空泵系统的抽气质量流量压力曲线,见图1。该曲线包括泄漏率(氧枪和摄像头保护气体+泄漏)、底吹循环吹氩量和钢水的放气量。综合曲线代表总的泄漏率+吹氩量+工艺气体脱除负荷总量。

真空泵系统的抽气能力与系统放气量的比较见图2。由图2可知,真空系统的抽气能力总是高于所需的抽气能力,因此此系统完全可以完成所需RH工艺处理。

3.2 真空泵系统配置
3.2.1 机械真空泵系统组成
真空泵系统包括:泵组及其之间的连接管道和阀门;烟气除尘器;连接泵系统和除尘器的阀门及管道;双路电源系统;电气柜;变频器;MCC以及其他所有相关电器设备;包括主PLC和HMI服务器以及相关通讯设备的自动化控制系统;包括检测仪表、特殊监视器(例如激光粉尘监视器)以及温度仪表等的现场仪表系统等。
3.2.2 机械泵组选型
用于钢水真空脱气的真空泵组一般通过两项参数来定义:泵组的级数以及泵的种类。两项参数都是由系统根据具体工艺所需的抽气能力决定的。从一个大气压(101300Pa)下到达所要求的最低真空度(通常为50Pa),每种泵所能承受的压差决定了每级泵的种类和数量。考虑到大排量罗茨泵无法承受高压差,设计上采用了罗茨真空泵和拥有高压缩比低排气量的螺杆泵组合抽气的方案[4]。
100t RH真空泵组包含了4级泵:3级罗茨真空泵和1级螺杆泵。每级泵的数量都是根据所要求的气体流量(抽气能力)决定的。并考虑到泵的价格、可靠性、维护和冗余(在泵事故停止或者维护的情况下能够不影响正常的真空脱气处理),进行优化。
泵系统配置见图3。

1)1级泵组
1级泵组包括6台在100Pa下抽气能力为 75000m3/h的罗茨泵,因此1级泵的抽气能力为450000m3/h。此级泵只在真空槽内的真空度低于3000Pa时运行。1级泵的持续运行可以保证真空槽内50Pa的真空度以及承受300-500Pa的压差。1级泵的极限真空度为20Pa。
所有的泵都用变频器控制。泵将以750rpm运行。当系统需要更高的抽气能力时,1级泵可以以900rpm运行,达到91000m3/h的抽气能力。这一级的装机容量为270kW,而正常运行时只需消耗150-170kW。
2)2级泵组
2级泵组包括6台额定抽气能力为19000m3/h、能在10000Pa运行的罗茨真空泵,抽气能力为114000m3/h,所能到达的极限真空度为350Pa。所用的泵都用变频器控制。每台泵的装机容量为45 kW,总装机容量为270kW。泵的进气口和排气口都与多支管连接,并且在抽至深真空之前用旁道直接连接在真空管线上。
3)3级泵组
3级泵组包括4台带有预抽气体冷却、1500 rpm下额定抽气能力为16000m3/h、运行于1000-10000Pa的罗茨泵。3级泵总的有效抽气能力为64000m3/h。在吹氧的过程中,3级泵将发挥作用,而1级和2级泵将通过旁道进行短接。每台泵的装机容量为200 kW ,总装机容量为800 kW,实际运行下的消耗为450-600kW。3级泵的进出气口都设有一个旁通。
4)4级泵组
4级泵组包括4台干式螺杆泵,每台都带有55kW的电机,其抽气能力为2500m3/h,可以最大承受100000Pa的压差。这一级的装机容量为225kW,实际消耗约为180kW。
整个泵系统工作程序见表5。
表5 真空泵系统工作状态

3.2.3 烟气除尘器系统配置
真空泵系统前端配套设计有2套高效除尘器,除尘器除尘率大于99.8%,并能耐高温300℃。其中1台除尘过滤器用于RH脱气和真空碳脱氧处理阶段,第2台过滤器用于RH强制吹氧脱碳阶段。过滤器本身是旋风除尘器和带反吹清扫系统的布袋/陶瓷过滤器的组合体[5]。该除尘器设计特点:
1)低压损:高气体通过率 (最大压损200Pa);
2)耐高温:陶瓷材料最多可耐超过300℃高温;
3)空负荷阶段和脱气、真空碳脱氧阶段运行时采用普通温度布袋过滤材质,在气体高温高密度(吹氧脱碳阶段)情况下运行时切换至耐高温过滤材质的除尘器。
4 机械真空泵系统主要技术参数
4.1 除尘器主要技术参数
除尘器主要技术参数见表6。
表6 除尘器主要技术参数

4.2 机械泵组参数
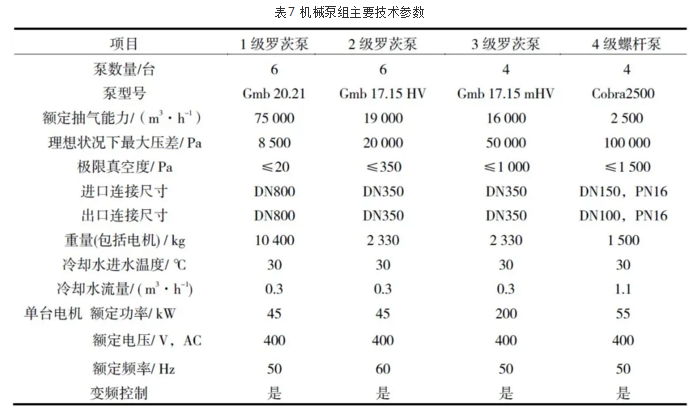
机械泵组参数见表7。
表7 机械泵组主要技术参数
4.3 机械泵与传统蒸汽泵运行节能比较
机械泵与传统蒸汽泵运行节能比较情况见表8。
表8 100tRH机械泵与蒸汽泵吨钢运行成本比较

由表8可知,对于100tRH采用机械泵比采用蒸汽泵吨钢可节约成本12.315元。如按年处理100万t钢水能力计算,则年节约成本可达1231.5万元。虽然机械泵一次性投资比蒸汽泵高,但通过上述对比可知,回收高出蒸汽泵的投资成本一般不超过2a。
5 结语
介绍100t RH干式真空泵抽气能力的计算、系统设备配置和设计的技术指标,并与同规模采用蒸汽泵方案的100t RH进行了运行成本对比,采用机械泵比采用蒸汽泵吨钢可节约成本12.315元,采用机械泵设计方案回收高出蒸汽泵的投资成本一般不超过2a。
